
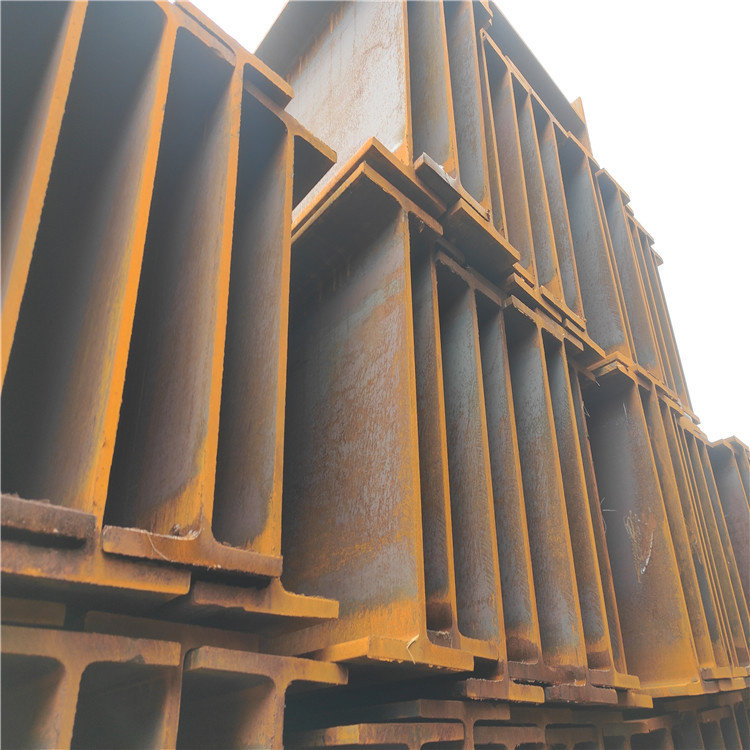
400*400*13*21H型钢 大连焊接H型钢 各种机器构件用

近年来,能源价格的涨幅较大,节能降耗已成为企业发展的重要途径之一。烧结作为高炉冶炼的主要 含铁原料,进一步改善烧结矿质量,降低固体燃耗对高炉增铁节焦具有重要作用,而降低烧结固体燃耗和提高烧结矿质量的重要措施之一就是实施厚料层烧结。2厚料层烧结的特点及物料条件1厚料层烧结的特点随着烧结料层的提高,烧结表面强度差的烧结矿比例相应下降,成品烧结矿产量提高。轧三特钢
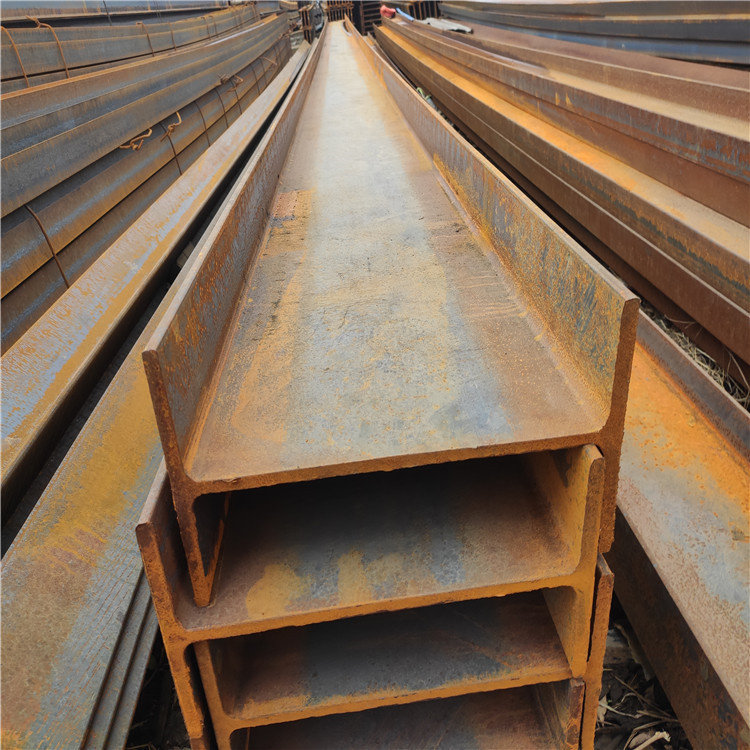
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部 13*21H型钢 大连焊接H型钢 各种机器构件用烧结原料结构受原料价格变化趋势影响较大,在入烧结构调整上主要依据原料的价比排序,以烧结杯试验和原料烧结基础性能试验数据为指导,适时调整入烧进口粉配比。为应对原料结构的变化,烧结工序逐步摸索出以稳定烧结总管负压为中心的操作思路,针对不同原料结构合理调整主要烧结工艺参数,控制适宜烧结负压水平,同时,根据实际需要工艺设施,保证烧结矿产质量稳定。2稳定烧结负压操作理念烧结风量、负压水平对烧结过程有着决定性影响。模具表面强化技术也得到广泛应用。工艺成熟、无污染、成本适中的离子渗氮技术越来越被认可,碳化物被覆(TD)及许多镀(涂)层技术在冲压模具上的应用日益增多。真空技术、实型铸造技术、刃口堆焊技术等日趋成熟。激光切割和激光焊接技术也得到了应用。专业化程度及分布状况我国模具行业专业化程度还比较低,模具自产自配比例过高。国外模具自产自配比例一般为3%,我国冲压模具自产自配比例为6%。这就对专业化产生了很多不利影响。